5節 機械式継手及び溶接継手
5.5.1 適用範囲
(a) 現在、わが国で使用されている鉄筋継手を工法別に分類すると図5.5.1に示すとおりとなる。平成22年版「標仕」では、このうちの重ね継手とガス圧接継手を標準的な鉄筋継手工法として取り扱い、機械式継手とD16以下の細径鉄筋に用いる重ねアーク溶接継手(フレア溶接継手)を特殊な鉄筋継手として、その適用範囲を限定してきた。平成25年版「標仕」では、「鉄筋の継手の構造方法を定める件」(平成12年5月31日建設省告示第1463号)に適合する機械式継手及び溶接継手についても標準的な鉄筋継手工法として取り扱うように改定された。
したがって、これまでの特殊な鉄筋継手の適用範囲であった機械式継手とD16以下の細径鉄筋に用いる重ねアーク溶接継手については従来と同様に適用範囲に含まれており、新たに突合せ溶接継手(エンクローズ溶接継手)が適用範囲に含まれたことになる。
なお、図5.5.1の溶接継手のうち、フラッシュバット溶接継手及びアプセットバッ卜溶接継手からなる突合せ電気抵抗溶接継手は、溶接閉鎖型のせん断補強筋や開口部補強筋に用いられる。これらのうち、高強度せん断補強筋の接合に用いる溶接は、5.3.2(d)(2)に記述したように、それぞれの製品の設計施工指針が対象とする製造工場又は加工工場のみで行われる。これは、評定を受けて製造される開口部補強筋製品についても同様である。一方、普通強度のせん断補強筋に用いる溶接については、(公社)日本鉄筋継手協会が審査により高品質な溶接閉鎖型せん断補強筋を製造する会社(工場)を「優良溶接せん断補強筋製造会社」として認定しているので、参考にするとよい。
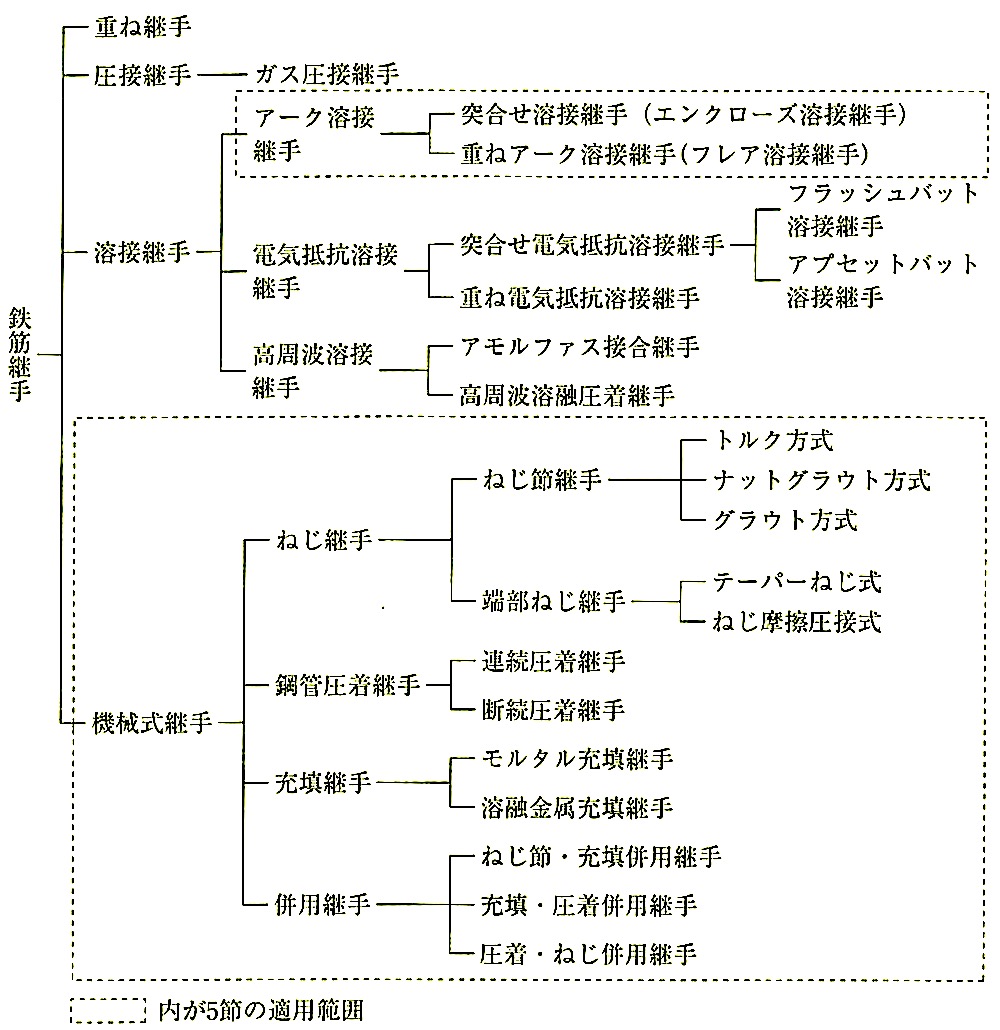
図5.5.1 鉄筋継手の分類
(b) 機械式継手や溶接継手を用いる場合は設計図書に記載されるが、工事に当たっては適用の条件を確認する必要がある。設計図書に記載される事項は次のようなものである。
(1) 継手の名称
(2) 必要に応じて、接合装置名、接合用部品の材料の材質・形状・寸法等、鉄筋端あるいは表面の処理法
(3) 必要に応じて、継手位置、継手部におけるコンクリートのかぶり厚さ、継手部におけるあばら筋・帯筋の寸法・間隔、継手の位置のずらし方等
(4) 現場における継手の試験・検査の方法とその回数
(c) 継手によっては、接合装置がかさばる場合もあるので、接合する部分の鉄筋間隔についての事前の検討が必要である。
5.5.2 機械式継手
(a) 機械式継手は、「鉄筋の継手の構造方法を定める件」(平成12年5月31日建設省告示1463号)に適合したものでなければならない。同告示では、機械式継手の構造方法として、カップラー等の接合部分における滑りやカップラーの強度、モルタルやグラウト材等の強度、ナットを用いて固定する場合の導入トルク、圧着によって固定する場合の密着状態を規定している。現在までに建築工事に適用実績のある機械式継手を次に例示する。
(1) ねじ節継手は、異形鉄筋の節形状がねじ状になるように圧延された鉄筋を雌ねじ加工されたカップラーを用いて接合する工法である。メーカーによって節形状が異なっており専用のカップラーが必要である。カップラーと鉄筋との間の緩みを解消する方法として、ロックナットを締め付けるトルク方式、カップラーと鉄筋の節との空隙にモルタル又は樹脂を注入するグラウト方式、両者を併用したナットグラウト方式がある(図5.5.2参照)。
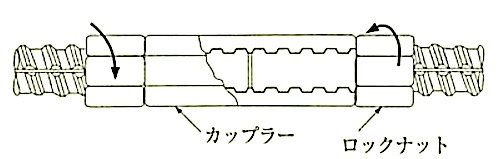
(イ)トルク方式
(ロ)グラウト方式
図5.5.2 ねじ節継手の例
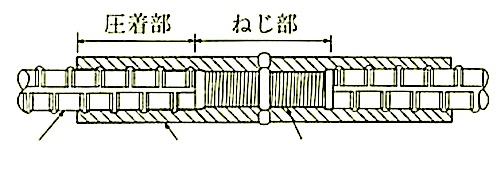
(2) 端部ねじ継手は、市販の異形鉄筋の端部をねじ加工した鉄筋、又は加工したねじ部を鉄筋の端部に摩擦圧接した鉄筋を使用し、雌ねじ加工したカップラーを用いて接合する工法である(図5.5.3参照)。
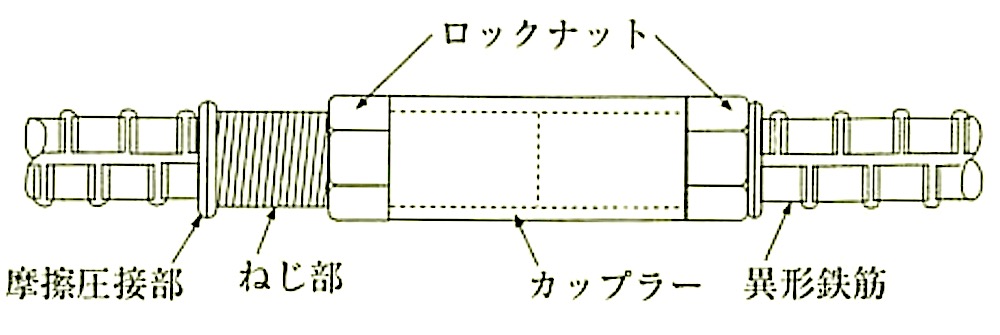
図5.5.3 端部ねじ継手の例
(3) 鋼管圧着継手は突き合わせた鉄筋の端部に鋼管(スリーブ)をかぶせたのちにこの鋼管を油圧ジャッキで圧着し、鋼管を異形鉄筋の節に食い込ませて接合する工法である。鋼管の圧着を連統的に行う方式と断続的に行う方式がある。鉄筋は異形鉄筋であれば市販のどれでも使用できる(図5.5.4参照)。
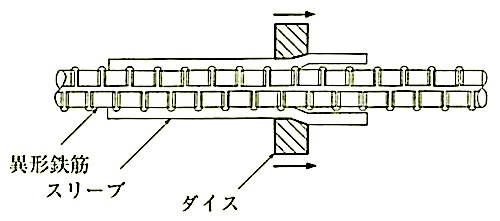
(イ) 連続圧着方式
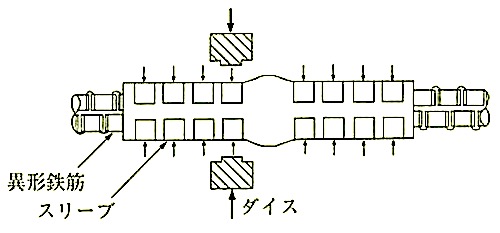
(ロ)断続圧着方式
図5.5.4 鋼管圧着継手の例
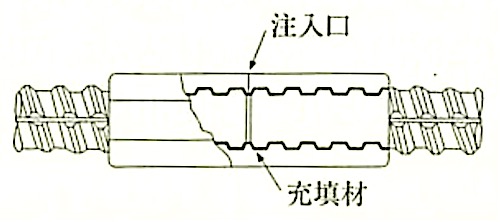
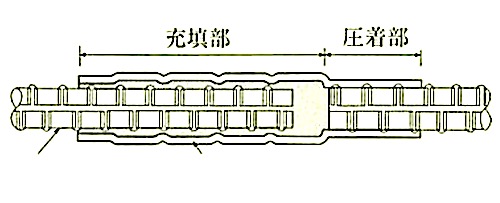
(4) 充填継手には、充填する材料によってモルタル充填継手と、溶融金属充填継手の2種類がある。モルタル充填継手は鋳鋼製スリーブの両端から鉄筋を突き合わせるように挿入し、スリーブと鉄筋との隙間を無収縮高強度モルタルで充填し一体化して接合する工法である。溶融金属充槙継手は鉄筋を突き合わせたスリーブ内に溶融金属を流し込んで隙間を充填し接合する工法である。いずれも市販の異形鉄筋はどれでも使用できる(図5.5.5参照)。
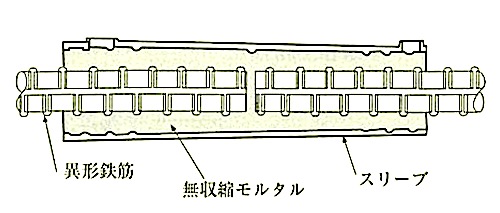
図5.5.5 充填継手の例
(5) 併用継手は、2種類の機械式継手を組み合わせることでそれぞれの長所を取り入れ、施工性を改良したものである(図5.5.6参照)。
(イ)圧着ねじ併用継手
(ロ)充填圧着併用継手
図5.5.6 併用継手の例
(6) 「鉄筋の継手の構造方法を定める件」における機械式継手に関する規定の抜粋を次に示す。
(平成12年5月31日建設省告示第1463号)
建築基準法施行令(昭和25年政令第338号)第73条第2項ただし書(第79条の4において準用する場合を含む。)の規定に基づき、鉄筋の継手の構造方法を次のように定める。
1.(5.4.3 (a)に記載)
2.(5.4.3 (a)に記載)
3.(5.5.3 (a)に記載)
4.機械式継手にあっては、次に定めるところによらなければならない。
ー カップラー等の接合部分は、構造耐力上支障のある滑りを生じないように固定したものとし、継手を設ける主筋等の降伏点に基づき求めた耐力以上の耐力を有するものとすること。ただし、引張力の最も小さな位置に設けられない場合にあっては、当該耐力の1.35倍以上の耐力又は主筋等の引張強さに基づき求めた耐力以上の耐 力を有するものとしなければならない。
ニ モルタル、グラウト材その他これに類するものを用いて接合部分を固定する場合にあっては、当該材料の強度を1平方ミリメートルにつき50ニュートン以上とすること。
三 ナットを用いたトルクの導入によって接合部分を固定する場合にあっては、次の式によって計算した数値以上のトルクの数値とすること。この場合において、単位面積当たりの導入軸力は、1平方ミリメートルにつき30ニュートンを下回ってはならない。
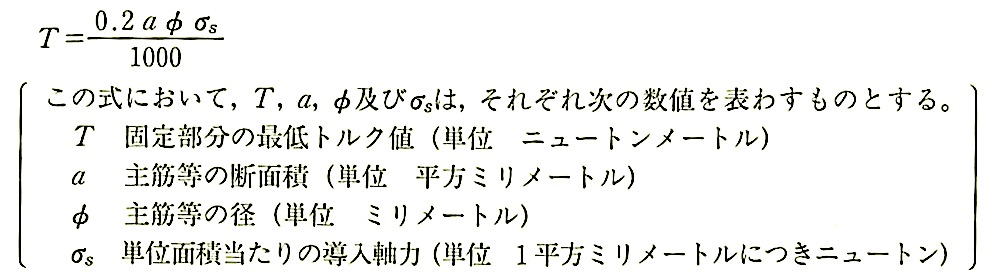
四 圧着によって接合部分を固定する場合にあっては、カップラー等の接合部分を鉄筋に密着させるものとすること。
(b) 隣り合う鉄筋の継手位置は、「標仕」5.3.4(d)により、カップラーの中心間で400 mm以上かつ、カップラー端部の間のあきが40mm以上となるようにずらして配置する。ただし、先組み工法等で継手を相互にずらさない場合は特記による位置とする。
(c) 現在、市販されている機械式継手は、(一財)日本建築センターの評定を受けて告示の構造方法との適合性が確認されている。したがって、工法や品質の確認方法等は、各工法の評定を受けた施工要領書に準拠しなければならず、特記及び品質計画はこれらの施工要領書に基づいて定める必要がある。
機械式継手の検査においては、カップラーに対する鉄筋の挿入長さの確認が重要である。機械式継手は、鉄筋の挿入長さが十分でなければカップラーを介して応力が伝達されず十分な機能を果たさなくなる。このため、施工作業ではマーキングによる挿入長さの確認を行うこととしており、監督職員も抜取り的に確認を行うのがよい。(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書機械式継手工事(2009年)」では、表面SH波法による鉄筋挿入長さの超音波測定検査を主要な機械式継手の仕様とともに定めているので、必要に応じて参考にするとよい。
5.5.3 溶接継手
(a) 溶接継手は、「鉄筋の継手の構造方法を定める件」(平成12年5月31日建設省告示第1463号)に適合したものでなければならない。同告示では、突合せ溶接継手の構造方法が規定され、径が25mm以下の主筋等にあっては重ねアーク溶接継手とすることができるただし書きが記されている。
「鉄筋の継手の構造方法を定める件」の溶接継手に関する規定の抜粋を次に示す。
(平成12年5月31日建設省告示第1463号)
建築基準法施行令(昭和25年政令第338号)第73条第2項ただし書(第79条の4において準用する場合を含む。)の規定に基づき、鉄筋の継手の構造方法を次のように定める。
1 (5.4.3(a)に記載)
2 (5.4.3(a)に記載)
3 溶接継手にあっては、次に定めるところによらなければならない。
ー 溶接継手は突合せ溶接とし、裏当て材として鋼材又は鋼管等を用いた溶接とすること。ただし、径が25ミリメートル以下の主筋等の場合にあっては、重ねアーク溶接継手とすることができる。
二 溶接継手の溶接部は、割れ、内部欠陥等の構造耐力上支障のある欠陥がないものとすること。
三 主筋等を溶接する場合にあっては、溶接される棒鋼の降伏点及び引張強さの性能以上の性能を有する溶接材料を使用すること。
4 (5.5.2(a)に記載)
(b) 隣り合う鉄筋の継手位置は、「標仕」5.3.4(d)により、継手の中心間で400以上ずらして配置する。ただし、先組み工法等で継手を相互にずらさない場合は特記による位置とする。
(c) 現在、工事に採用できる突合せアーク溶接継手(エンクローズ溶接継手)は、告示の第1項ただし書きの規定による継手部分の性能を確認し、(一財)日本建築センターの評定又は(公社)日本鉄筋継手協会の認定を受けたものがほとんどである。これらは告示の第3項にも適合しているので、性能が確認されたこれらのエンクローズ溶接継手を用いるのが望ましい。(一財)日本建築センターの評定又は(公社)日本鉄筋継手協会の認定を受けたエンクローズ溶接継手の工法や品質の確認方法等は、前者では評定を受けた施工要領書に、後者では(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書 溶接継手工事(2009年)」に準拠しなければならず、特記及び品質計画はこれらに基づいて定める必要がある。
(1) エンクローズ溶接継手の概要と種類
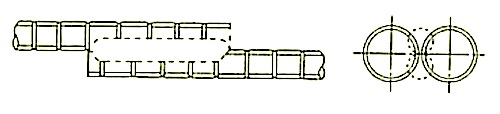
エンクローズ溶接継手は突き合わせた鉄筋の開先部を裏当て金で囲み、CO2ガスシールドにより溶接部の酸化を防止しながら、開先底部よりアークをスタートさせて鉄筋両端面に十分な溶込みを与えながら連続的に開先内を溶融金属で充填して接合するもので、溶接後の継手の伸縮は小さいという特徴がある。この溶接はI 形開先であり、ルート間隔の管理が重要である。エンクローズ溶接の例を図 5.5.7に示す。
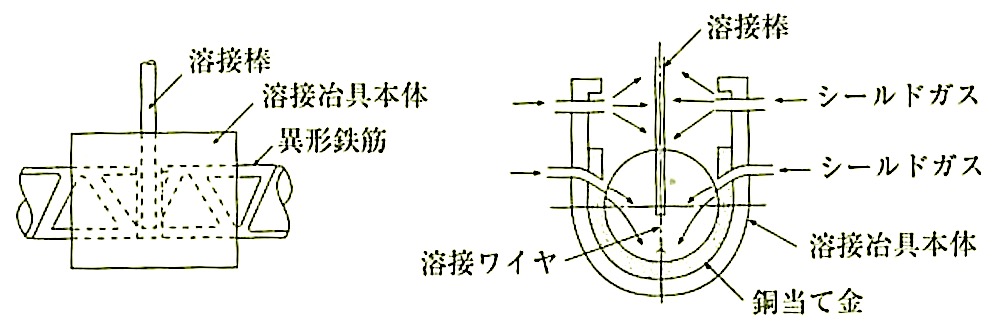
図5.5.7 エンクローズ溶接の例
(2) エンクローズ溶接継手の検査
(一財)日本建築センターの評定又は(公社)日本鉄筋継手協会の認定を受けたエンクローズ溶接継手の検査は、その工法の施工要領書に定める方法によらなければならない。検査の種類では、「鉄筋の継手の構造方法を定める件」の第3項第二号において、溶接部に割れ、内部欠陥等の構造耐力上支障のある欠陥がないものとすることと規定されていることに対応して、外観検査と超音波探傷検査が行われる。しかし、裏当て金が固着する工法では溶接部全周の外観検査ができないことや裏当て金によって超音波探触子を当てる部分が制限される。また、裏当て材が取り外せる工法でも鉄筋のリブとアークの起点が必ずしも一致しないため、ガス圧接継手の超音波探傷検査に採用される直角K走査法では欠陥が比較的生じ易いとされる溶接初層部の検査ができない場合がある。したがって、エンクローズ溶接継手については、工事の全部あるいは一部について、より広範囲な検査領域が得られる探触子走査法を併用することなどが望ましい。
(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書 溶接継手工事(2009年)」では、上記の課題に対応する検査方法として、探触子を鉄筋軸に対して20゜傾斜させる斜めK走査法や斜めタンデム走査法を直角K走査法と併用する検査法が規定されているので、参考にするとよい。例として斜めK走査法による鉄筋溶接部の超音波探傷を図5.5.8に示す。
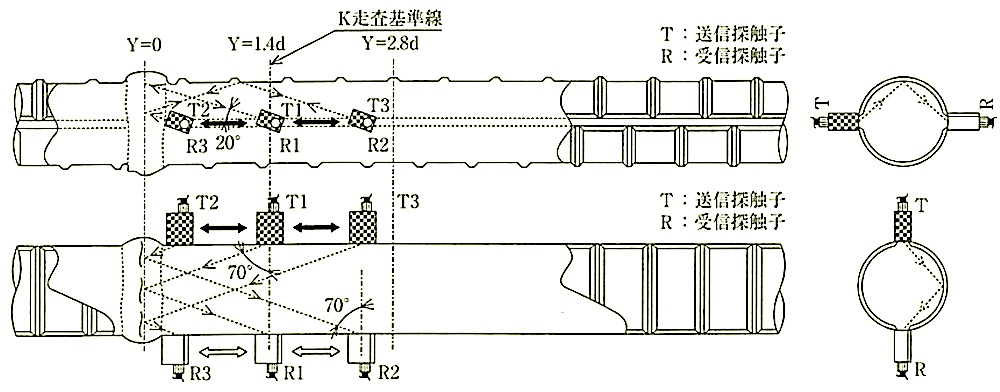
図5.5.8 斜めK走査法による鉄筋溶接部の超音波探傷
(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書 溶接継手工事(2009年)」における検査の規定の抜粋を次に示す。
4章 検 査
4.1 一般事項
(1) 溶接部の検査は、外観検査と超音波探傷検査によって行う。引張試験による検査を併用する場合は、特記による。
(2) 検査は、原則として発注者又は監理・責任技術者の立会のもとに行う。
(3) 検査の時期は、工事工程を考慮して定め、監理・責任技術者の承認を得る。
(4) 検査数量は、次による。
a. 外観検査は、全数検査とする。
b. 超音波探傷検査は、抜取検査とする。
c. 引張試験による検査は、抜取検査とする。
(5) 検査は、発注者又は監理・責任技術者の承認を受けた施工者若しくはその代理者である検査会社の検査技術者が行う。また、検査技術者は、欽筋継手部検査技術者資格の1W種、2種又は3種を保有する者とする。
4.2 外観検査
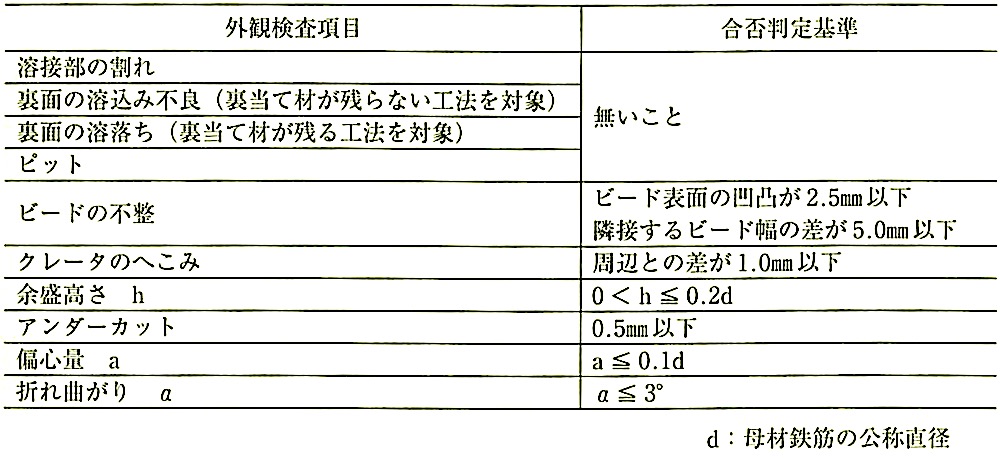
(1) 外観検査の検査項目は、表2による。
(2) 外観検査は、目視によって行い、目視で判定が困難なものに対して、ノギス、スケール、その他適切な器具を用いて寸法を測定する。
(3) 外観検査の合否判定基準は、各溶接継手工法の認定条件及び表2のいずれをも満足するものとする。
表2 外観検査項目及び合否判定基準
4.3 超音波探傷検査
(1) 超音波探傷検査の検査項目は、内部欠陥の検出とする。
(2) 超音波探傷検査の方法は、(社)日本鉄筋継手協会規格 JRJS 0005(鉄筋コンクリート用異形棒鋼溶接部の超音波探傷試験方法及び判定基準(案))に規定する直角K走査法と斜めK走査法(又は斜めタンデム走査法)を併用して行う。
(3) 継手の合否判定基準は、合否判定レベルを基準レベルの –18dBとし、これ以上のエコーが検出された場合は、不合格とする。
4.4 超音波探傷検査における抜取検査
(1)抜取検査の検査ロットは、同ー作業班が同一日に施工した溶接箇所とし、その大きさは、200箇所程度を標準とする。
(2) サンプルの大きさは検査ロットごとに30箇所とし、サンプルはランダムに抽出する。
(3) ロットの合否判定は、30箇所のサンプルのうち、不合格数が、1箇所以下のときはロットを合格とし、2箇所以上のときはロットを不合格とする。
(4) ロットの処置については、合格ロットはそのまま受け人れ、不合格ロットは超音波探傷検査による全数検査を行って合格した溶接粧手を受け入れる。
4.5 引張試験による検査
(1) 溶接継手の引張試験方法は、JIS Z 2241(金属材料引張試験方法)による。ただし、継手の引張強さを求める場合の断面積は、JIS G 3112(鉄筋コンクリート用棒鋼)に規定する公称断面積とする。なお、この場合の引張試験機による試験片のつかみ間隔は、公称直径の8倍以上とする。
(2) 溶接継手の引張試験の合否判定基準は、試験片の引張強さが母材の規格値以上の場合、合格とする。
(3) 引張試験による検査における抜取検査は、次による。
a. 抜取検査の検査ロットは、同ー作業班が同一日に施工した溶接箇所とし、その大きさは200箇所程度を標準とする。
b. サンプルの大きさは検査ロットごとに3本とし、サンプルはランダムに抜き取る。
c. すべての試験片の引張強さが母材の規格値以上のときはロットを合格と判定する。また、1本のみが母材の規格値未満のときは、さらに3本を抜き取り、すべての追加試験片の引張強さが母材の規格値以上のときはロットを合格と判定する。
d. 合格ロットはそのまま受け人れ、不合格ロットの処置は、監理・責任技術者 と協議し、承認を得る。
4.6 不合格溶接部等の処置
(1) 検査で不合格が生じた場合は、直ちに監理・責任技術者に報告し、処置について承認を得る。監理・責任技術者が処置方法を指定する場合以外においては、次の(2), (3)により処置を行う。
(2) 外観検査で不合格となった溶接部は、不合格溶接部を補修又は再溶接した後、外観検査及び超音波探傷検査を行う。
(3) 超音波探傷検査で不合格となった溶接部は不合格溶接部を切り取って再溶接し、外観検査及び超音波探傷検査を行う。
(4) 外観検査で10%以上の溶接部に不合格が生じた場合又は超音波探傷検査でロット不合格と判定された場合は、以後の溶接継手工事を中止し、不合格の発生原因を調査する。工事を再開するにあたっては、再発防止のために必要な措置を講じて、監理・責任技術者の承認を得る。
鉄筋継手工事標準仕様書 溶接継手工事(2009年)
(d) D16以下の細径鉄筋に対する溶接は、重ねアーク溶接(フレア溶接)とする。これについて、「鉄筋の継手の構造方法を定める件」(平成12年5月31日 建設省作示第1463号)では、径が25mm以下の主筋等の場合にあっては重ねアーク溶接継手とすることができるとあるので、「標仕」の方が厳しく制限していることに注意する必要がある。フレア溶接継手は鉄筋どうし又は鉄筋と鋼材を重ね合わせて、その重ねた部分にできる開先部分を溶接する方法である(図5.5.9参照)。主としてせん断補強筋の接合に用いられ、高強度の鉄筋での実績はほとんどない。(社)プレハプ建築協会では壁式プレキャスト工法のパネル間接合にフレア溶接を用いることから、「PC工法溶接工事品質管理規準(2004年)」を定めて運用している。同基準における鉄筋の種類の適用範岡は、JIS G 3112(鉄筋コンクリート用棒鋼)の規格品のうち、SR235,SD295A, SD295B,SD345としている。
(イ)当て金なし
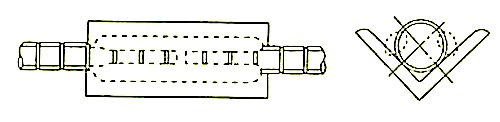
(ロ)当て金付き
図5.5.9 フレア溶接継手の例
SD345以下の強度の鉄筋をフレア溶接継手によって全強継手とするための溶接有効長さは、(社)プレハプ建築協会「PC工法溶接工事品質管理規準(2004年)」の規定と同様に、片面溶接で鉄筋径の10倍以上、両面溶接で鉄筋径の5倍以上を確保する。また、同規準では、片面溶接はD13以下の細径鉄筋に制限している。
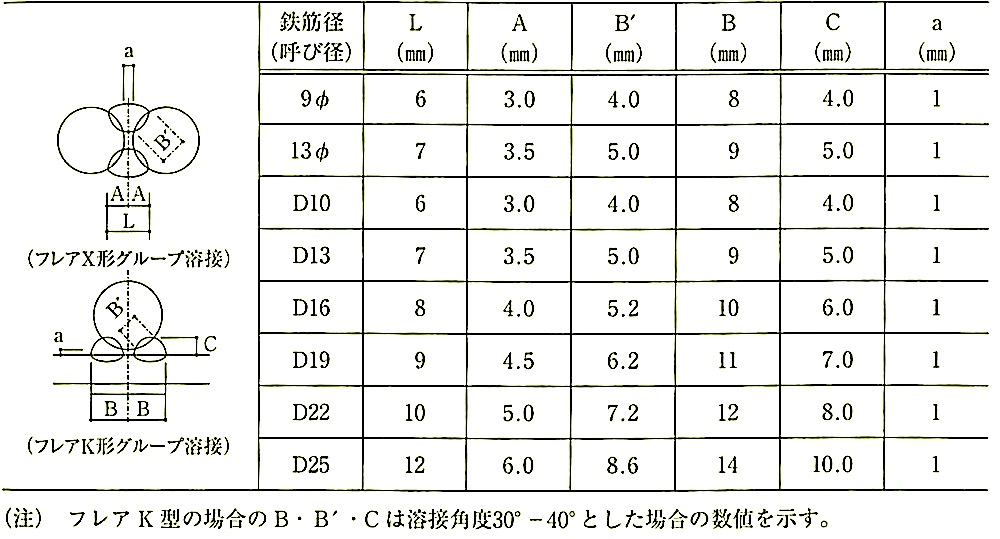
更に同規準において、フレア溶接継手の開先標準が表5.5.1のとおり定められているので、参考にするとよい。
表5.5.1 フレア溶接継手の開先標準
(e) 溶接技能者は、工事に相応した技量を有する者でなければならず、各鉄筋継手工法に定められた資格者でなければならない。
エンクローズ溶接継手については、評定又は認定を受けた施工要領書で規定する資格を有する者でなければならない。一例として、(公社)日本鉄筋継手協会では、「鉄筋溶接技量検定規定」に基づいて検定試験を行い、鉄筋溶接技量資格者を認証し、適格性証明書を発行している。すべてのエンクローズ溶接工法でこの資格者であることが規定されているものではないが、技量検定試験により一定の技量が確認されている技能者であるとしてよい。
フレア溶接継手については、7.6.3[技能資格者]の中板構造の資格者とするのが一般的であるが、これらの評価試験が板材や管材の突合せ溶接によっていることに鑑み、(社)プレハプ建築協会ではフレア溶接に関する付加技量試験を行って、手溶接に対するアーク溶接技能者(PC-M)及び半自動溶接に対する半自動溶接技能者(PC-S)を認定しているので、参考にするとよい。
参考文献