4節 ガス圧接
5.4.1 適用範囲
ガス圧接工法は、接合しようとする鉄筋の端面を平滑に加工したのち、端面を突き合わせ、その突合せ部をガス炎で加熱し、同時に鉄筋軸方向に圧縮力を加えて接合する方法である。熱源としてのガス炎は、酸素とアセチレンの混合ガスによる酸素・アセチレン炎を使用する。
「標仕」の4節では、圧接方法を手動ガス圧接とすることを前提とした仕様を規定している。酸素・アセチレン炎によるこのほかの圧接方法には、自動ガス圧接や熱間押抜きガス圧接があり、それぞれ、(公社)日本鉄筋継手協会が標準仕様書を定めている。このうち、自動ガス圧接については、(公社)日本鉄筋継手協会の標準仕様書に優先して「標仕」を適用することが可能であるが、熱間押抜きガス圧接は圧接工程のなかでふくらみを除去するために「標仕」で規定する試験を行うことができない。したがって、本節では「標仕」の規定が適用可能な手動ガス圧接と自動ガス圧接の監理について記述するほか、熱間押抜きガス圧接を「標仕」以外の圧接工法として記載している。
なお、「標仕」では、鉄筋材料としてSD490を適用範囲に含まないため、4節でも SD490の仕様については規定していない。したがって、特記によりSD490を採用する工事においては、そのガス圧接の仕様も特記に定められた方法によらなければならない。(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)」及びJASS 5(2009)では、SD490のガス圧接を行う場合には施工前試験を行うこととしているので注意する。
また、「標仕」以外のガス圧接工法として、酸素・天然ガス炎による圧接工法が開発されている。一般のガス圧接よりも大きなふくらみとする天然ガス圧接工法と、圧接端面に高分子材料を挟み込んで加熱して一般のガス圧接と同等のふくらみとする高分子天然ガス圧接工法がある。いずれも、(公社)日本鉄筋継手協会が同工法の標準仕様書(案)を定め、検定試験により高分子天然ガス圧接技量資格者の認証を行っている。
5.4.2 技能資格者
(a) 圧接作業に従事する技能資格者は、JIS Z 3881(鉄筋のガス圧接技術検定における試験方法及び判定基準)による技量を有する者で、当該工事に使用する鉄筋に相応した技量資格種別を有することが必要である。圧接作業に先立ち、技量資格証明書等を提出させて、その技量を確認する。
(b) (公社)日本鉄筋継手協会では、JIS Z 3881に基づいて手動ガス圧接技量資格者及び自動ガス圧接技量資格者の試験を行って技量を認証し、それぞれの技量資格証明書を発行している。
技量資格種別による可能範囲は、表5.4.1及び2のとおりである。
表5.4.1 手動ガス圧接技量者の圧接作業可能範囲
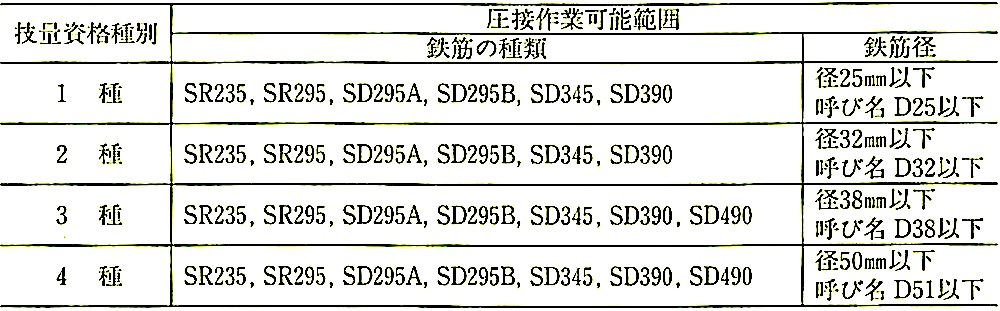
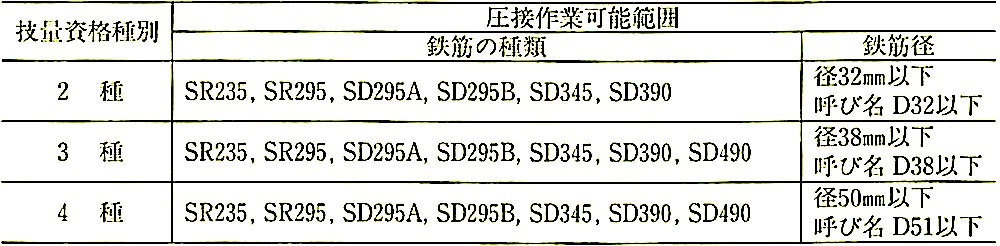
表5.4.2 自動ガス圧接技量資格者の圧接作業可能範囲
(c) 「標仕」1.2.2では、工種別施工計画書の提出を義務付けているが、ガス圧接工事に関して受注者等が作成する圧接施工計画書は、(公社)日本鉄筋継手協会が認定する鉄筋継手管理技士又は圧接継手管理技士の助言等を受けて作成することが望ましい。
5.4.3 圧接部の品質
(a) 圧接継手に要求される性能は、鉄筋母材と同等以上の継手強度が得られることであり、これを保証するための代用特性の一つとして圧接部の外観と内部欠陥がないことを規定している。「標仕」に規定する圧接部の品質の各項目は.「鉄筋の継手の構造方法を定める件」(平成12年5月31日建設省告示第1463号)の規定に対応するものである。
(1) ガス圧接では圧接作業の最終工程でふくらみを形成することによって圧接面にできた酸化物を拡散することができる。ふくらみの直径が鉄筋径の1.4倍以上あれば酸化物が拡散し、母材と同等以上の継手強度が安定して得られることが実験的に確かめられている。
(2) 圧接部のふくらみはできるだけなだらかな形状となっていることが力学的に好ましい。ふくらみの長さを大きくしてなだらかな形状にするためには幅焼きの範囲を広くする必要があるが、作業能率の面から幅焼きはある程度の幅にとどめた方がよい。鉄筋径の1.1倍程度以上のふくらみ長さであれば十分な継手強度が確保できることが確認されている。このふくらみ長さが得られるための幅焼きの範囲は鉄筋径と同程度である。
(3) 圧接面のずれは、圧接作業中に接合する鉄筋の突合せ面からずれた位置で加熱することによって生じる。加熱位置がずれると鉄筋同士で温度上昇が異なり適正な圧接温度に達しないままの圧接となり,良好な接合が得られない。圧接面のずれが鉄筋径の1/4以上になると十分な継手強度を確保できなくなる可能性がある。
(4) 圧接部における鉄筋中心軸の偏心量は、施工の良否の指標の一つであり、管理限界値は鉄筋径の1/5以下としている。
(5) 圧接部に折れ曲りがある場合には継手の軸剛性が低下する。平成19年版では、折れ曲りの管理限界値は 3.5° 以上を目安とするとしていたが、鉄筋組立精度を向上する目的で、「鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)」に折れ曲りを 2°以下とする規定が定められたことを踏まえ、折れ曲りは 2°以下とするのがよい。
(6) 圧接部の片ふくらみは継手の強度に影響を及ぼすおそれがあることから、平成22年版「標仕」で監理項目に追加された。片ふくらみは圧接器の固定が不十分な場合や鉄筋端面の隙間が大きい場合に生じる。ふくらみの小さい側の圧接面には十分な加圧力が作用せず不完全な接合となり、圧接部の引張強さが低下することがある。管理限界値は、ふくらみ量の差が鉄筋径の 1/5以下としている。
(7) 「鉄筋の継手の構造方法を定める件」における圧接継手に関する規定の抜枠を次に示す。
なお、この告示のただし書きでは、繰返し加力等の実験によって耐力、靭性及び付着に関する性能が継手を行う鉄筋と同等以上であることが確認された場合は、告示で定める構造方法によらなくてよいとしている。(公社)日本鉄筋継手協会の自主的認定事業として、これらの性能の確認実験を行い、一定水準以上の施工管理の能力及び体制を有していれば、実験結果と同等以上の施工品質が確保できるとして「A級継手圧接施工会社」を認定しているので、参考にするとよい。
(平成12年5月31日 建設省告示第1463号)建築基準法施行令(昭和25年政令第338号)第73条第2項ただし書き(第79条の4において準用する場合を含む。)の規定に基づき、鉄筋の継手の構造方法を次のように定める。1 建築基準法施行令(以下「令」という。)第73条第2項本文(第79条の4において準用する場合を含む。)の規定を適用しない鉄筋の継手は、構造部材における引張力の最も小さい部分に設ける圧接継手、溶接継手及び機械式継手で、それぞれ次項から第4項までの規定による構造方法を用いるものとする。ただし、一方向及び繰り返し加力実験によって耐力、靭性及び付着に関する性能が継手を行う鉄筋と同等以上であることが確認された場合においては、次項から第4項までの規定による構造方法によらないことができる。
2 圧接継手にあっては、次に定めるところらよらなければならない。
一 圧接部の膨らみの直径は主筋等の径の1.4倍以上とし、かつ、その長さを主筋等の径の1.1倍以上とすること。
二 圧接部の膨らみにおける圧接面のずれは主筋等の径の1/4以下とし、かつ、鉄筋中心軸の偏心量は、主筋等の径の1/5以下とすること。
三 圧接部は、強度に影響を及ぼす折れ曲がり、焼き割れ、へこみ、垂れ下がり及び内部欠陥がないものとすること。
3 (5.5.3 (a)に記載)
4 (5.5.2 (a)に記載)
鉄筋の継手の構造方法を定める件
(b) ガス圧接継手の品質の良否は、圧接業者の品質管理体制によるところが大きい。
(公社)日本鉄筋継手協会では、品質管理要員として、①圧接計画書の作成又はその指導を行い、②その計画書に従って圧接作業が実施されていることの確認等を行う「鉄筋継手管理技士」及び「圧接継手管理技士」を認証している。
また、同協会では、圧接管理技士及び圧接作業の技量資格者の質と量、圧接機器、検査機器等の保有状況及び品質管理システムの運用状況等を審査し、品質管理体制が確立、維持されている圧接会社を「優良圧接会社」として認定しているので、参考にするとよい。
5.4.4 圧接一般
(a) 圧接装置
(1) 圧接装置は、加熱器、加圧器、圧接器からなり、これらの性能が圧接継手の良否や作業能率を左右する。圧接装置には手動ガス圧接装置と自動ガス圧接装置がある。前者は加圧器の動作及び加熱器の揺動を手動で行うものである。後者は加圧器の動作及び加熱器の揺動をプログラム制御するものである。手動ガス圧接装置の中には、加熱器の揺動は手動とし、加圧器の動作をプログラム制御する方式のものもある。
また、引張試験の際に、鉄筋が圧接器の締付け部から脆性的に破断することが ある。これは、圧接器の締付けボルトの先端形状によって鉄筋表面に圧痕が生じ、この圧痕が起点となって破断するものであり、締付けボルトの先端形状と締付けトルクが過剰とならないように注意する必要がある。締付けボルトの種類は、鉄筋表面に切欠き状の圧痕が生じない形状のものがよい。
(2) 圧接作業前には圧接装置・器具類の整備・点検を十分行って、不良圧接の原因となる不具合を排除するとともに、ガス漏れ、引火等による爆発事故を防止する。
(3) 参考として、(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書ガス圧接継手工事」の圧接装置に関する規定の抜粋を次に示す。
鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)
4.2 圧接装置
(1) 加熱器
a. 加熱器は吹管本体及び火口本体からなり、吹管本体は、JIS B 6801(手動ガス溶接器)に規定するもののうちB型溶接器のB1、B2号に適合するものとする。
b. 吹管本体の材質・品質・寸法などは、JIS B 6801に準拠するものとする。
c. 火口本体は、作業中の炎の安定性がよく、鉄筋径に適合した十分な加熱能力を有するものとする。
d. 火口先は、鉄筋表面を円周方向に均等に加熱できるものとする。
(2) 圧接器
a. 圧接器は、鉄筋に所定のアプセット量(縮み量)を与えることができる機構を有し、作業中に偏心、曲がりが生じないよう、十分な鉄筋の保持能力を有するものとする。
b. 鉄筋保持するための締付けボルトは、その先端が鉄筋に有害な傷を与えない形状のものとする。
(3) 加圧器
加圧器は、油圧器、高圧ホース及びラムシリンダーからなり、次の性能を有するものとする。
a. 加圧器は、電動式で、加熱と連動しながら加圧操作できるものとする。
b. 加圧器は、鉄筋断面(異形棒鋼の場合は、公称断面)に対し30MPa以上の加圧能力を有するものとする。また、SD490の場合は、鉄筋断面に対して40MPa以上の加圧能力を有し、上限圧及び下限圧を設定できる機能を有するものとする。
5.2 圧接装置
自動ガス圧接装置は、圧接施工記録の作成・出力が可能で、(社)日本鉄筋継手協会の認定を受けたものとする。
鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)
(b) 原則として圧接をしない場合
(1) 平成22年版までの「標仕」では、鉄筋の種類が異なる場合、形状が著しく異なる場合及び径の差が5mmを超える場合は圧接をしないこととしていたが、SD345とSD390の鉄筋間の圧接は特記に基づいて一般的に行われていた。平成 25年版「標仕」では、こうした実情を踏まえて、鉄筋の種類についてSD345と SD390の圧接を許容するただし書きが追加された。したがって、特記により仕様が示される場合を除き、SD345とSD390の組合せ以外の種類が異なる鉄筋の場合、形状が著しく異なる場合及び径の差が5mmを超える場合は、圧接を行ってはならない。
(2) 径の差が大きい場合、鉄筋の熱容量が異なるために相互の鉄筋の温度上昇に差異が生じて圧接不良が生じる場合があることから、「標仕」では径の差を5mmまでに制限している。鉄筋には、D19、D22、D25、D29のように径に応じた呼び名があるが、D22とD29のように呼び名が2段階異なる場合を2段落ちあるいは2サイズ違いという。2段落ちの場合は径の差が5mm以上となるので、特記がない限り圧接してはならない。
(3) これに関連する場合のガス圧接について、(公社)日本鉄筋継手協会の資料では、次の(i)から(iii)までが示されている。
(i) 「鉄筋継手工事標準仕様書ガス圧接継手工事(2009年)」ではJIS G 3112(鉄筋コンクリート用棒鋼)に適合する範囲で強度区分が隣接する種類の鉄筋間の圧接は可能としており、「異種・異径鉄筋の圧接継手性能評価に関する調査研究」でその性能が検証されている。
(ii) ねじ節鉄筋とねじ節鉄筋及び竹節鉄筋とねじ節鉄筋のガス圧接については、「ねじ節鉄筋のガス圧接継手性能に関する研究」で性能確認がなされているが、「鉄筋継手工事標準仕様書ガス圧接継手工事(2009年)」にはねじ節鉄筋の圧接についての記載はない。
(iii) 製造所が異なる鉄筋のガス圧接については、「鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)」で圧接可能としているが、SD490についてはデータが少ないので十分な事前検討が必要としている。
5.4.5 鉄筋の加工
(a) ガス圧接では、1箇所当たり1d~1.5d (d:鉄筋の径)のアプセット〈縮み代〉が必要である。このため、梁筋や柱筋の定着長さが不足することがあるので、あらかじめ圧接による鉄筋の縮み代を見込んで鉄筋の加工を行う。
(b) 突き合わせた鉄筋の圧接端面間の隙間が大きいと圧接面が酸化しやすく、圧接部の強度が低下するおそれがある。そのため、鉄筋の圧接端面は、軸線にできるだけ直角、かつ、平滑に切断・加工し、圧接端面間の隙間をできるだけ少なくする必要がある。
従来の定置型せん断切断機によって切断された鉄筋の端部は端曲がりが生じているものが多く、再切断が必要となる場合もある。この再切断には、鉄筋冷間直角切断機を用いるのがよい。この切断機で切断し、当日圧接を行う場合にはグラインダーで研削する必要がない程度の端面が得られる。ただし、ばりが生じた場合にはこれを除去する。また、携帯型せん断切断器等を用いる方法もある。これらの方法による場合は、切断した端面をグラインダーで有害な切断跡がなくなるまで研削する必要がある。
5.4.6 圧接端面
圧接部の品質の良否は圧接端面の状態(図5.4.1参照)に大きく左右されるので、圧接端面の処理は圧接作業において極めて重要である。
(1) 圧接端面及び端面から100mm程度の範囲の鉄筋表面に錆、油脂、塗料、セメントペースト等が付着している場合には、これらをあらかじめ除去しておく必要がある。
(2) 圧接端面を平滑に仕上げることが良好な圧接継手とする基本であり、冷間直角切断機等を使用して切断することが望ましい。また、ばり等がきょう雑物として圧接端面に入り込まないように軽く面取りを行う必要がある。
(3) 圧接端面は完全な金属肌の状態でなければ良好な接合が得られないので、冷間直角切断機による端面処理やグラインダー研削は圧接作業当日に行い、錆がないことなど、端面の状態を確認する必要がある。このような状態に仕上げられていることの確認を、施工者の自主管理として全数行い、監督職員も抜取り的に確認するのがよい。また、圧接作業の前日以前に、鉄筋加工場や現場において圧接端面の処理を行うに当たり、処理後の防錯等のために、(公社)日本鉄筋継手協会が認定した端面保護剤が使用されることもある。
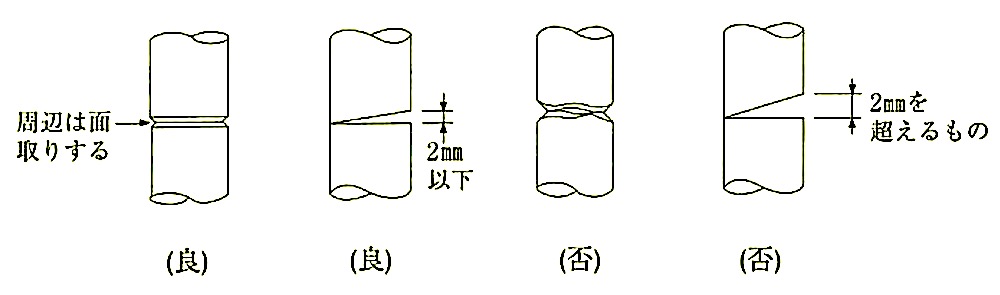
図5.4.1 圧接端面の状態
5.4.7 天候による処置
(a) 寒冷期には、溶解アセチレンの気化率が悪いため、温湯、専用電熱器又は照明具等を用いて容器を加温して気化を促進する場合がある。この場合、容器は40℃以上にならないように注意する。
なお、火気による加温は労働安全衛生規則第256条によって厳禁とされている。
(b) 高温期における容器は40℃以下に保つようにする。夏期の野外では直射日光を避けるため容器をシートで覆うなどの処置を講ずる。
(c) 一般作業のできる程度の降雨量であれば健全な圧接ができることが実験的に確認されているが、降雨雪に気をとられて圧接作業に集中できず不良圧接を生じかねないので、降雨雪時の圧接作業は中止とする。ただし、適切な防護を施せば作業を行ってもよい。
圧接時に強風が当たると炎が吹き流され、圧接面が酸化しやすく不良圧接になることがあるので注意する。やむを得ず強風下で圧接を行う場合には、完全な遮へいを施して圧接作業を行う。
5.4.8 圧接作業
(a) 鉄筋に圧接器を取り付けて突き合わせた場合の圧接端面間の隙間は鉄筋径にかかわらず2mm以下とする。この値は現場における管理限界を示したもので、基本はあくまでも隙間をなくすことである。平成19年版「標仕」では、この値を3mm以下としていたが「鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)」が隙間を2 mm以下とする規定に改訂されたことに合わせ、平成22年版「標仕」で2mm以下とするように改められた。また、偏心、曲がりがあると、圧接面全体に十分な加圧ができず、不良圧接になりかねないので、これらの有無を確認する必要がある。
(b) 圧接する鉄筋の軸方向へ母材断面に対して30MPa以上の加圧を行いつつ、加熱炎が突き合わせた鉄筋の圧接端面からはずれないようにし、圧接端面相互が密着するまで還元炎で加熱する。
鉄筋の圧接には、酸素及びアセチレンの混合ガスによる酸素・アセチレン炎が用いられる。このガス炎は、それぞれのガスの供給量の割合に応じて中性炎(標準炎)、還元炎(アセチレン過剰炎)、酸化炎(酸素過剰炎)に分類される(図15.4.2参照)。圧接の初期加熱時に圧接端面間の隙間が閉じるまでは加熱中における圧接端面の酸化を防ぐために鉄筋の中心まで届くフェザー長さの還元炎で端面を完全に覆うようにして加熱し、端面相互が密着したあとは、火力の強い中性炎で圧接面を中心としてバーナーを左右に揺動しながら加熱する。
接合の良否は、圧接端面相互が密着するまでの初期加熱時に端面が還元炎で十分に覆われていたかどうかによって決まることをよく認識しておく必要がある。
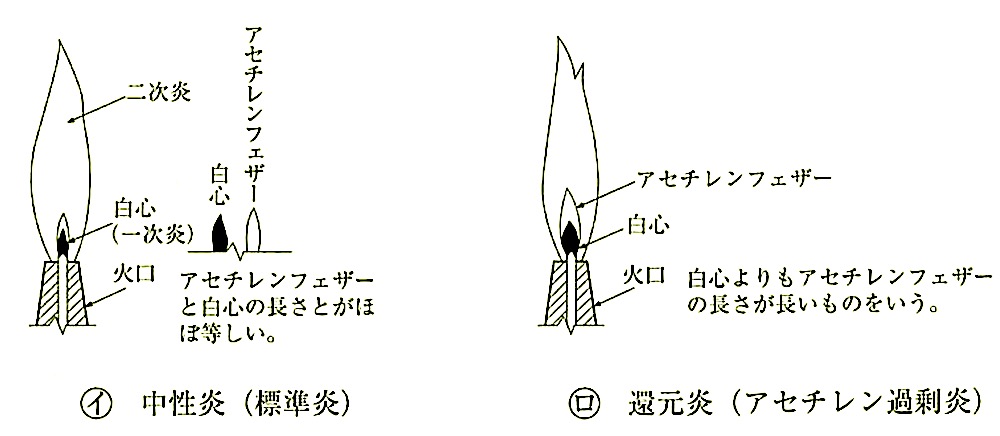
図5.4.2 中性炎(標準炎)と還元炎(アセチレン過剰炎)
(c) 圧接端面相互が密着したのちは還元炎より熱効率の高い中性炎で加熱する。
なお、突合せ部を集中的に加熱すると、圧接面の中心部まで適正な圧接温度(約1,250 ~ 1,300℃)に達しないうちに鉄筋表面部のみが溶融し、正常な圧接が困難となる。したがって、圧接面を中心に鉄筋径の2倍程度の範囲を揺動加熱(幅焼き)する。
(d) 圧接終了直後に圧接器を取り外すと、鉄筋の重みにより赤熱されている圧接部のふくらみ終端部あたりから容易に折れ曲りが生じるため、火色消失後に圧接器の取外しを行う必要がある。
(e) 加熱中にバーナー不調のために逆火等が生じて加熱を中断した場合、そのまま再圧接すると圧接面が酸化して不良圧接となるおそれがあるので,冷間直角切断機等を使用して圧接部を切り取り再圧接する必要がある。ただし、圧接端面相互が密着したあとであれば圧接面の酸化は生じないので再加熱して圧接作業を続行してもよい。
5.4.9 圧接完了後の試験
「標仕」では、圧接完了後に圧接箇所の全数について外観試験を行い、その後、超音波探傷試験又は引張試験による抜取試験を行うこととしている。
なお、ここでいう「抜取試験」は、一般には「抜取検査」と呼ばれている。
(1) 外観試験
(i) 圧接部のふくらみの形状及び寸法、圧接面のずれ、圧接部における鉄筋中心軸の偏心量、圧接部の折れ曲り、片ふくらみ、焼割れ、へこみ、垂下がりについて外観試験を行い、結果を記録する。
① 圧接部のふくらみの形状及び寸法については、図5.4.3に示すように、ふくらみの直径は母材鉄筋径の1.4倍以上、ふくらみの長さは母材鉄筋径の1.1倍以上でなければならない。圧接部のふくらみの外周に軸方向の小さなひび割れが発生することがあるが、これは鉄筋のアプセットに伴うもので、多少のひび割れは特に支障はない。ただし、ひび割れが著しい場合には欠陥となるので、加熱温度、加熱時間、加圧速度等を再検討して,ひび割れの発生を防ぐ。
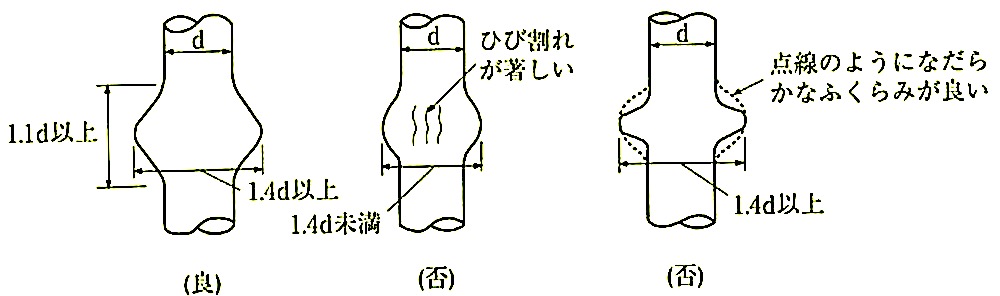
図5.4.3 圧接部のふくらみの形状及び寸法
② 圧接面のずれは、図5.4.4による。圧接面のずれとは.圧接面がふくらみの中央からずれた位置に存在する場合をいう。これは、加熱位置が鉄筋を突き合わせた位置からずれてしまい、加熱が片方の鉄筋に偏り、適正な圧接作業が行われなかったことを示すものである。ずれが大きくなると強度の低い不良圧接となるので注意する必要がある。
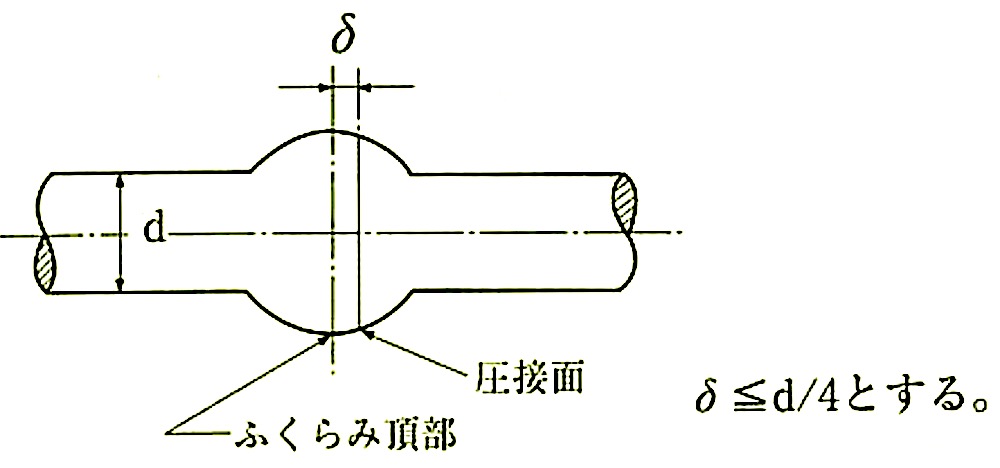
図5.4.4 圧接面のずれ
③圧接部における鉄筋中心軸の偏心量は図5.4.5による。偏心量の大小は、施工の良否を示す指標の一つであるので注意する。
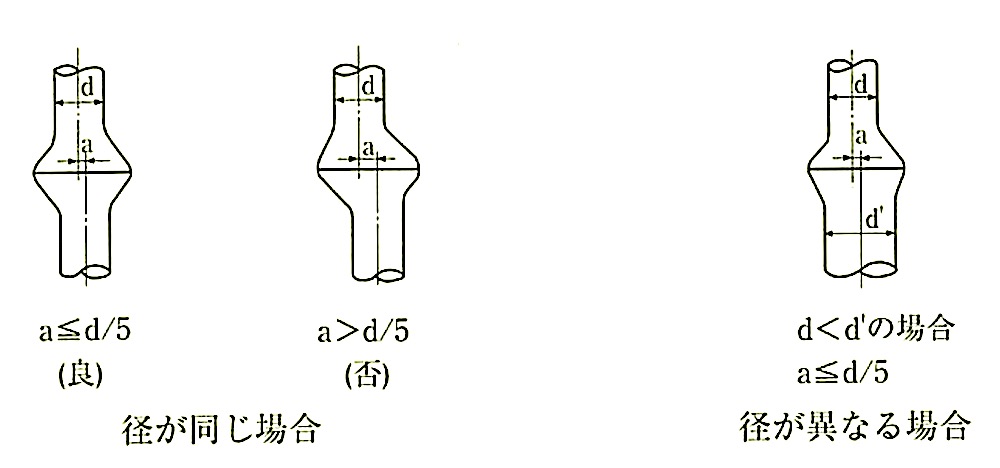
図5.4.5 圧接部における鉄筋中心軸の偏心量
④鉄筋同士の角度が 2°以上となる圧接部の折れ曲りがあってはならない。
⑤圧接部の片ふくらみは図5.4.6による。
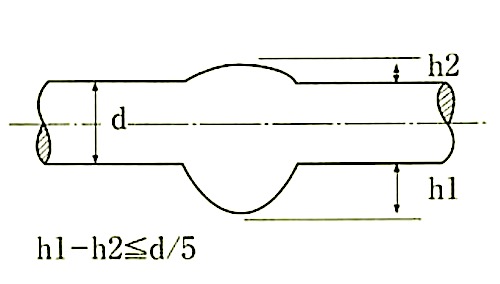
図5.4.6 圧接部の片ふくらみ
(ii) ①~⑤の外観試験の方法は目視によって行い、必要に応じて外観試験用測定治具を使用するとよい。圧接部測定用ゲージを用いると、簡単に圧接部の形状や軸心の食違い等を測ることができ迅速な試験が可能となる(図5.4.7参照)。
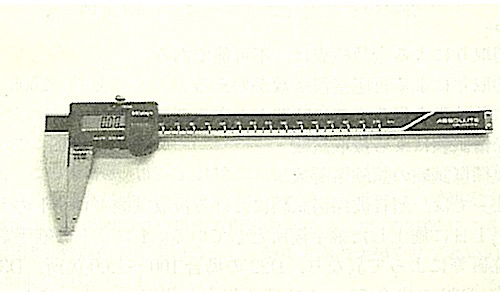
(イ)デジタルノギス
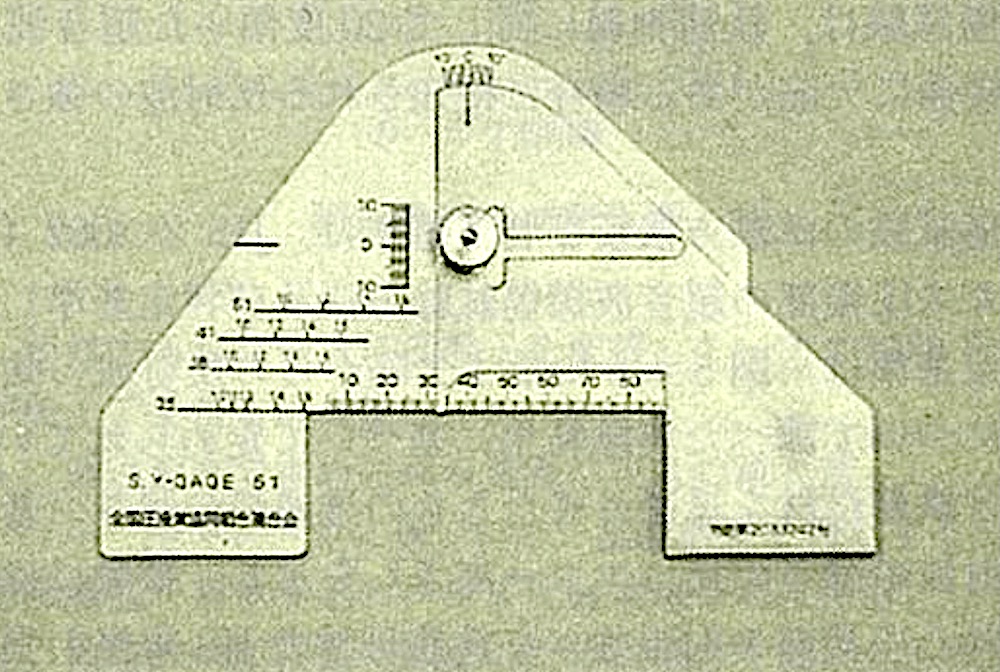
(ロ)圧接部測定ゲージ
図5.4.7 外観試験用測定治具の例
(iii) 外観試験は比較的簡単に実施できるので全圧接部を対象としている。
(2) 抜取試験
ガス圧接部の抜取試験には超音波探傷試験と引張試験があるが、「標仕」では、特記がない場合には、超音波探傷試験によるとしている。ただし、特定行政庁によっては引張試験を行う基準を運用していることがあるので、事前に確認しておく必要がある。
① 超音波探傷試験は、次のような特徴がある。
1) 非破壊試験であり、検査のための切取りによる再圧接がない。
2) 試験の抜取り箇所数を増減することができ、必要に応じて全数検査も可能である。
3) 試験従事者の技量に信頼性が依存する。
4) 工事現場において試験ができ、すぐ結果が分かる。
② 引張試験は.次のような特徴がある。
1) 切取りによる破壊試験であり、抜き取った継手の品質を直接的に確認できる。
2) 切取りによる全数検査は、不可能である。
3) 切取りによる再圧接箇所数が増える。
4) 試験結果を得るまでに時間がかかることが多い。
(3) 超音波探傷試験による抜取試験
(i) 超音波探傷試験の試験箇所数
「標仕」では、超音波探傷試験における抜取試験のロットの大きさを1組の作業班が1日に施工した継手箇所としている。1ロットの継手数は、鉄筋の径や継手位置等によって異なり、D22の場合100〜200箇所、D32の場合80〜 150箇所、D38の場合50〜100箇所程度と想定される。また、試験の箇所数は1ロットに対して30箇所であり、ロットから無作為に抜き取る。
(ii) 超音波探傷試験の方法と合否判定基準
超音波探傷試験は、鉄筋軸線に対して20度領いた超音波ビームを圧接面に当てて、圧接面に欠陥がある場合に検知される反射波の強さを測定する試験である。
超音波探傷試験の試験方法及び判定基準は、JIS Z 3062(鉄筋コンクリート用異形棒鋼ガス圧接部の超音波探傷試験方法及び判定基準)によるが、この規格の合否判定基準は、図5.4.8に示す欠陥からの反射波の強さと圧接部の引張強さの相関について調べた実験結果に基づいて定められている。図5.4.8において、横軸は鉄筋母材を透過させたときの透過波の強さ(基準レべルという。)に対する反射波の強さの比(エコー高さ)を示し、縦軸には同じ継手を引張試験して得られた圧接部の引張強さを鉄筋母材のJIS規格引張強さの下限値で除した値を示している。この図の関係より、基準レベルに対して-24dB(反射波の強さは基準レベルの約1/250)以上のエコー高さを示す圧接部を不合格とし、-24dB未満を合格としている。
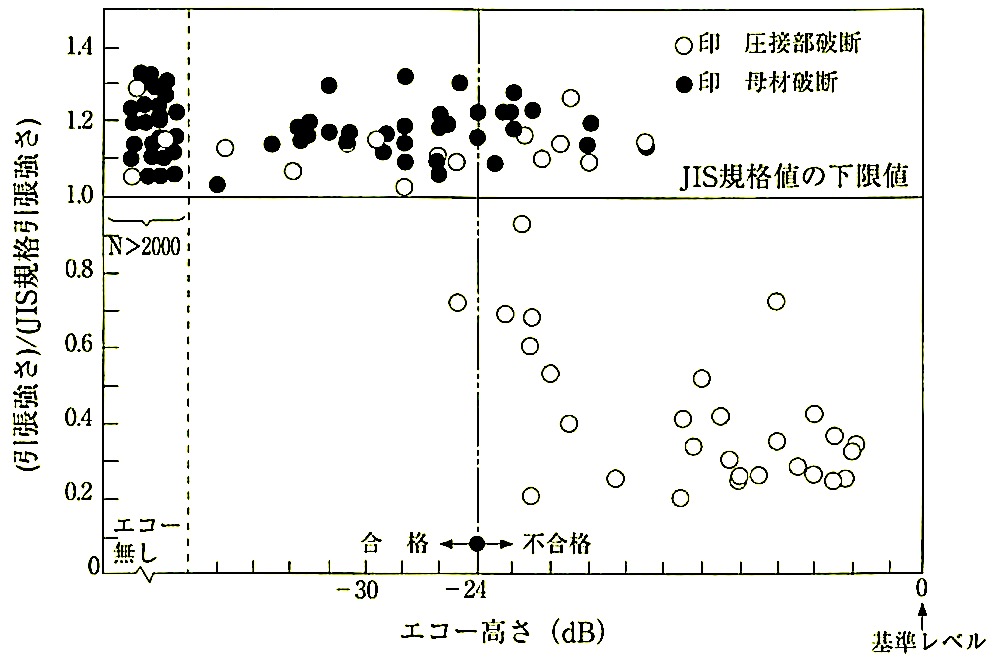
図5.4.8 エコー高さと引張強さの関係
JIS Z 3062(鉄筋コンクリート用異形棒鋼ガス圧接部の超音波探傷試験方法及び判定基準)の抜粋を次に示す。
JIS Z 3062 : 2009
1 適用範囲
この規格は、JIS G 3112に規定する異形棒鋼(以下鉄筋という。)のガス圧接部の超音波探傷試験方法及び試験結果の判定基準について規定する。
3 用語及び定義
この規格で使用する用語の定義は、JIS Z 2300によるほか、次による。
3.1 リブ間距離
鉄筋の表面突起のうち、 軸線方向の突起をリブといい、この相対するリブ外面間の距離(図1参照)。
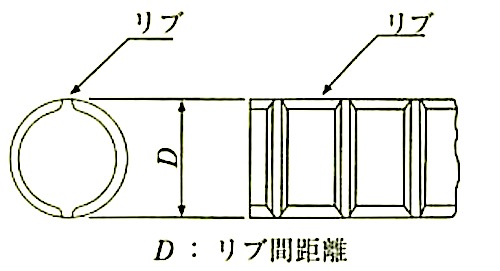
図1 – 鉄筋リブ間距離
3.2 透過走査
相対するリブの上に探触子を配置し、一方の探触子の超音波送信パルスを他方の探触子で受信する方法。
3.3 基準レベル
透過走査で求められる透過パルスの最大値。
3.4 合否判定レベル
基準レベルに基づいて、試験結果を判定するために定めたレベル。
3.5 はん(汎)用探傷器
基本表示のパルス反射式超音波探傷器。
3.6 専用探傷器
鉄筋ガス圧接部の探傷のために操作を簡易化したパルス反射式超音波探傷器。
4 試験技術者
鉄筋ガス圧接部の探傷試験を行う技術者は、超音波探傷試験の原理及び鉄筋ガス圧接部に関する知識をもち、かつ、その超音波探傷試験方法について十分な技術及び経験をもつ者とする。
5 探傷装置の機能及び性能
5.1 探傷装置の機能及び性能
探傷装置は、次の機能及び性能をもつものとする。
a) はん用探傷器の機能及び性能
はん用探傷器の機能及び性能は、附属書Aによる。(附属書A省略)
b) 専用探傷器の機能及び性能
専用探傷器の機能及び性能は、附属書Bによる。(附属書B省略)
5.2 探触子の性能
探触子の性能は、附属書Cによる。(附属書C省略)
5.3 接触媒質
接触媒質は、濃度75%(質量分率)以上のグリセリン水溶液、グリセリンペースト又は音響結合がこれらと同等以上と確認されたものとする。
5.4 探傷装置の点検
探傷装置は、次の点検を行い異常の有無を確認する。
a) 点検の種類及び時期
1) 始業時点検
始業時の点検は、探傷作業開始前に行う。
2) 作業中点検
作業中の点検は、作業中1時間ごと、又は1時間以内であっても少なくとも試験箇所20か所ごとに行う。
3) 終業時点検
終業時の点検は、探傷作業終了後速やかに行う。
4) 定期点検
定期点検は、1年に1回以上行う。
5) 特別点検
特別点検は、次の場合に行う。
5.1) 探傷装置の修理を行ったとき。
5.2) 探傷装置の一部を交換したとき。
5.3) その他特別に点検する必要があると認められたとき。
b) 点検の方法
1) 始業時、作業中及び終業時の点検方法は、次による。
1.1) 透過走査を行って基準レベルが設定できることを確認する。
1.2) 基準レベルに基づいて合否判定レベルを設定した後、透過走査を行って透過パルスが容易に受信できることを確認する。
2) 定期点検及び特別点検は、次による。
2.1) はん用探傷器の点検方法は、JIS Z 2352による。
2.2)専用探傷器の定期点検方法は、附属書Dによる。(附属書D省略)
c) 異常の場合の処置
a)及びb)の点検で異常が発見された場合の処置は、次による。
1) 点検で異常が認められた探傷装置は、使用しない。
2) 作業中及び終業時点検で異常が認められた場合には、その点検の直前の点検以降に実施した試験は無効とする。
6 探傷試験の準備
6.1 確認事項
探傷試験を開始する前に、鉄筋の種類、呼び名及びリブ間距離(図1参照)を確認する。
6.2 探傷の時期
探傷試験は、圧接部の温度が常温になってから行う。
6.3 探傷面の手入れ
探触子を接触させるリブ上の探傷面に、超音波の伝達を妨げるもの(浮いたスケール、コンクリート、セメントペースト、著しいさび、塗料など)が存在する場合には、これらを除去する。
7 探傷装置の調整
7.1 測定範囲の調整
測定範囲の調整は、次による。
a) はん用探傷器
はん用探傷器の場合には、探傷する鉄筋の透過パルスが時間軸の範囲に表示できるように、JIS Z 2345に規定する標準試験片(STB-A3)を用いて、測定範囲を設定する。
b) 専用探傷器
専用探傷器の場合には、ゲートの設定を探傷する鉄筋の呼び名に合わせる。
7.2 基準レベルの設定
基準レベルは、探傷する鉄筋の製造業者、種類及び呼び名が異なるごとに以下のように設定する。
a) はん用探傷器
はん用探傷器の場合には、透過走査によって透過パルスの最大値を求める(図2参照)。この透過パルスの高さを表示器目盛の50%となるように探傷器のゲイン調整器を講整し、これを基準レベルとする。
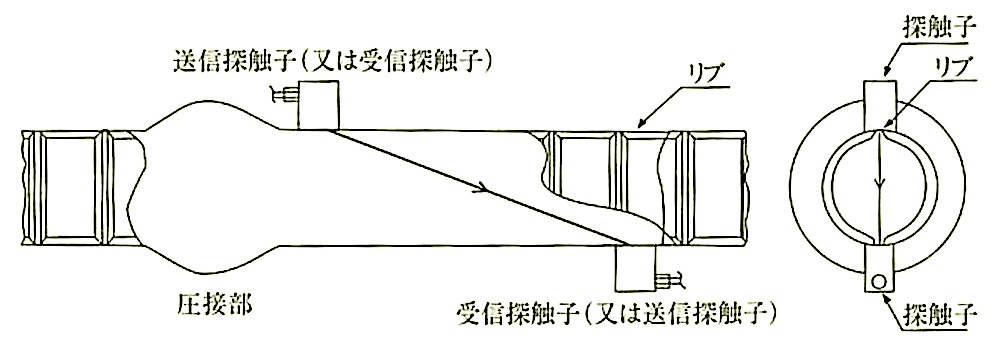
図2 – 基準レベルを得るための透過走査
b) 専用探傷器
専用探傷器の場合には、透過走査によって透過パルスの最大値を求める(図2参照)。探傷器の警報ランプ、バー表示又は音で最も高い透過パルスであることを確認し、これを基準レベルとする。
7.3 合否判定レベルの設定
合否判定レベルは、基準レベルの -24dBとする。
8 探傷試験
8.1 探傷方法
探傷は、鉄筋のリブ上での斜角二探触子によって、圧接部のふくらみの両側で行う(図3参照)。
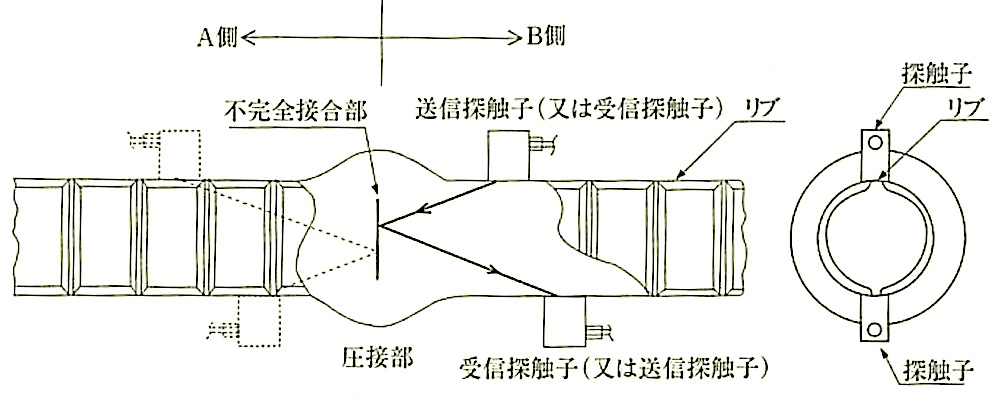
図3 – 斜角二探触子法
8.2 走査方法及び走査範囲
走査方法及び走査範囲は、次による(図4参照)。
a)最初に、一方の探触子を圧接部のふくらみに近接した位置①に置き、他方を圧接部のふくらみに近接した位置④と圧接面から約2Dの位置⑤の範囲で前後走査する。
b) 次に、一方の探触子を圧接面から約1.4Dの位置②に置き、他方を圧接部のふくらみに近接した位置④と圧接面から約2Dの位置⑤の範囲で前後走査する。
c) 最後に、一方の探触子を圧接面から約2Dの位置③に置き、他方を圧接部のふくらみに近接した位置④と圧接面から約2Dの位置⑤の範囲で前後走査する。
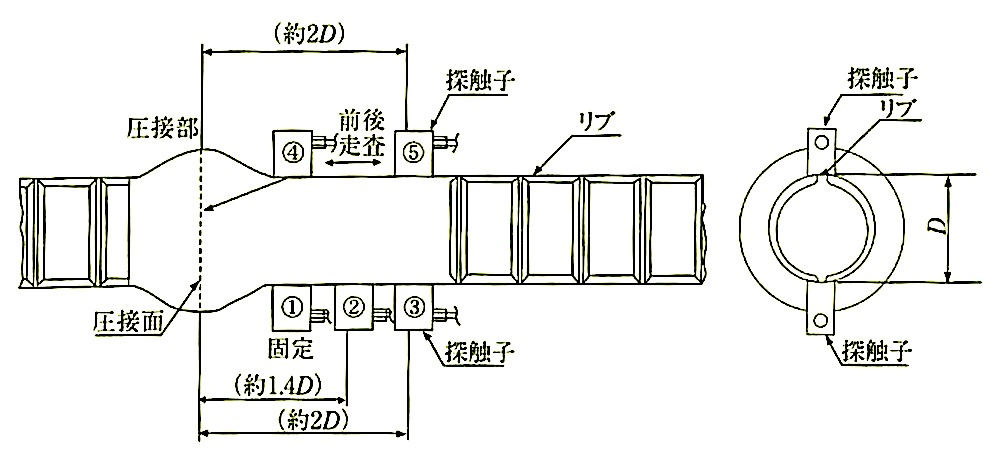
図4 – 走査方法
8.3 走査速度
走査速度は、60mm/s以下とする。
9 合否判定
圧接部を挟んで両側における探傷試験で、合否判定基準レベル以上のエコーが検出されなかった場合は合格とする。
10 記録
探傷試験を行った後、次の事項を記録する。
a) 工事名
b) 圧接工事施工者名(会社名)
c) 圧接工法
d) 試験年月日
e) 試験を実施した試験技術者の氏名
f) 試験箇所
g) 合否判定結果
h) 鉄筋の製造業者名、種類及び呼び名
i) 探傷器の形式及び製造番号
j) 探触子の製造業者名及び製造番号
k) その他参考となる事項(指定事項、協議事項、試験材の抜取方法など)
JIS Z 3062 : 2009
(iii) 探傷不能領域の存在
超音波探傷試験では、鉄筋のリブ上の探触子から入射させる超音波で圧接面のできるだけ広い範囲が探傷できるように、探触子をリブ上で前後に移動させて走査を行うが、それでも圧接面には探傷不能領域と呼ばれる超音波が届かない部分が存在する。この探傷不能領域は図5.4.9に示すように圧接面の周辺部となるため、この部分に存在する欠陥は検出できないことになる。しかし、この探傷不能領域の存在を前提としたうえで、図5.4.8の関係が成り立っている。
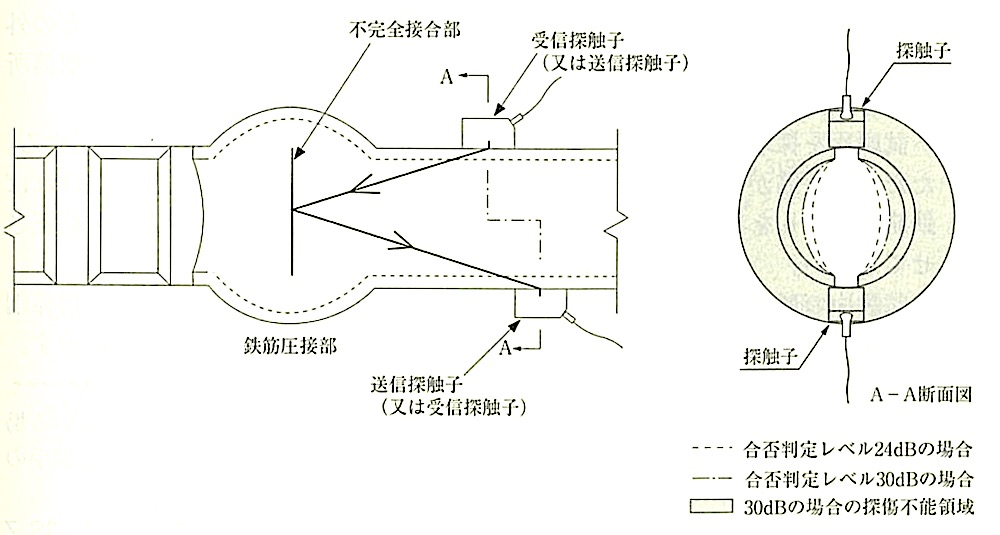
図5.4.9 探傷不能領域
(iv) 試験従事者
試験従事者は当該工事のガス圧接工事に関連のない立場の者とし、監督職員は、受注者等から提出された知識及び経験等の証明となる資料により確認することになるが、圧接作業、圧接条件等についても必要な知識を有する者であることが要件となる。
一例として、(公社)日本鉄筋継手協会では「鉄筋継手部検査技術者技量資格」(1G種,1W種,1M種,2種,3種)の認証を行っている。1G種,1W種,1M種は、それぞれ、圧接継手部、溶接継手部、機械式継手部の、2種は圧接継手部と溶接継手部の、3種は圧接継手部と溶接継手部、機械式継手部の超音波探傷検査及び外観検査を行うことができる資格である。したがって、ガス圧接継手の検査を行うことができる検査技術者は、1G種,2種,3種のいずれかの技量資格を有する者である。
これらの者は、「標仕」5.4.9(2)(ⅰ)④に規定する試験従事者としての要件のうち、必要な知識等を有するものと見なすことができる。
(v) ロットの合否判定
ロットの合否判定は、抜き取った試験箇所数のすべてが合格と判定された場合に当該ロットを合格とすることとしている。この「標仕」の抜取り方式(ロットの大きさ:200程度、抜取り数:30箇所、不合格品個数:0)では、品質のレベルを表すAOQL( Average Outgoing Quality Limit:平均出検品質限界)は約1%となる。
(4) 引張試験による抜取試験
(i) 引張試験の試験箇所数
引張試験による抜取試験の場合、超音波探傷試験による抜取試験の場合と同じく1検査ロットの大きさは、1作業班が1日に施工した箇所数としている。
また、試験片の採取数は1ロットに対して3本としている。作業班ごとの外観試験に合格したもののうち最とも外観の悪いものについて行い、その採取箇所は監督職員が指定することが望ましい。
試験片を採取した箇所は、同種の鉄筋を再圧接により継ぎ足して修正する。ただし、鉄筋がD25以下の場合にはコンクリート打込み等に問題がなければ鉄筋の納まりを考慮し、設計担当者と協議したうえで重ね継手として修正させてもよい。
(ii) 試験片の形状、寸法及び試験方法は、JIS Z 3120(鉄筋コンクリート用棒鋼ガス圧接継手の試験方法及び判定基準)による。この規格の抜粋を次に示す。
JIS Z 3120 : 2009
1 適用範囲
この規格は、構造物の鉄筋としてJIS G 3112に規定する棒鋼を用いる場合の手動ガス圧接法、自動ガス圧接法及び熱間押抜きガス圧接法によるガス圧接継手の試験方法及び判定基準について規定する。
3 用語及び定義
この規格で用いる主な用語及び定義は、JIS Z 3001-1及びJIS Z 3001-2によるほか、次による。
3.1 ガス圧接継手
酸素 – アセチレンガス炎を用いて加熱し、機械的圧力を加えて溶接した突合せ継手。
3.2 手動ガス圧接法
加圧工程とバーナー躯動とを自動的に制御しない手動ガス圧接装置を使用してガス圧接を行う方法。
3.3 自動ガス圧接法
加圧工程とパーナー駆動とを自動的に制御する自動ガス圧接装置を使用してガス圧接を行う方法。
3.4 熱間押抜きガス圧接法(略)
3.5 圧接面
圧接によって得られた接合面。
3.6 圧接部
圧接によって得られた熱影響部を含む継手部全体。
3.7 追試験
試験片の不合格の原因を確認するための試験。
4 試験の種類
試験の種類は、外観試験と引張試験とする。ただし、やむを得ない場合は、継手施工の受渡当事者間の合意によって、引張試験を曲げ試験に代えてもよい。
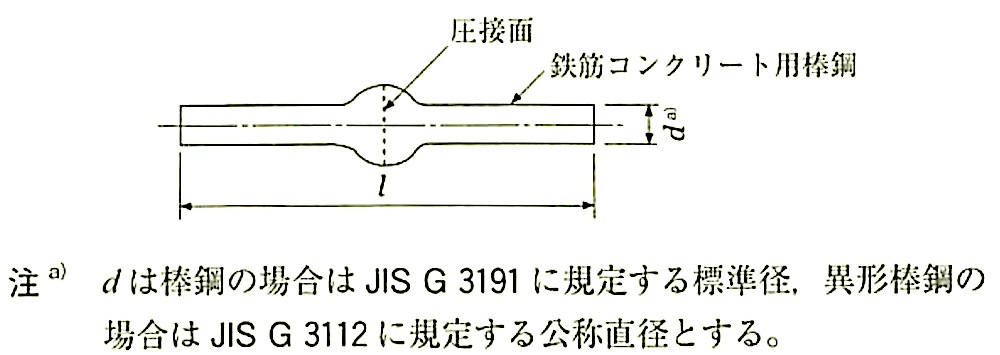
5 試験片
試験片の形状及び寸法は、表1による。試験片はガス圧接のままとし、引張試験片又は曲げ試験片は外観試験に合格したものを用いる。ただし、手動ガス圧接法又は自動ガス圧接法によって作製した曲げ試験片については、試験片を正しく曲げるために、押し金具が当たる側のふくらみを母材外接線まで削るのが望ましい。
表1 – ガス圧接継手試験片の形状及び寸法
6 試験方法
6.1 外観試験
圧接部の外観試験は、ふくらみの形状・寸法、圧接接面のずれ、鉄筋中心軸の偏心量、折れ曲がり、その他有害と認められる欠陥の有無などについて、目視又は必要に応じてノギス、スケールなどの器具を用いて行う。
6.2 引張試験方法
引張試験方法は、JIS Z 2241による。ただし、継手の引張強さを求める場合の断面積は、異形棒鋼については JIS G 3112に規定する公称断面積とし、棒鋼についてはJIS G 3191に示す標準径によって求めた断面積とする。
6.3 曲げ試験方法
曲げ試験方法は、JIS Z 2248に規定する押曲げ法による。ただし、 曲げ角度は45° 以上とし、内側半径は JIS G 3112による。
7 判定基準
7.1 外観試験の判定基準
すべての試験片が次の判定基準を満足しなければならない。
a) 手動ガス圧接法及び自動ガス圧接法によって作製された試験片の場合は、次による。
1) 圧接部のふくらみの直径(D)は、鉄筋の径又は公称直径の1.4倍以上とする。ただし、JISG3112に規定するSD490の場合は1.5倍以上とする(図1参照)。
2) 圧接部のふくらみの長さ(ℓ)は、鉄筋の径又は公称直径の1.1倍以上とする。ただし、JISG3112に規定するSD490の場合は1.2倍以上とする(図1参照)。
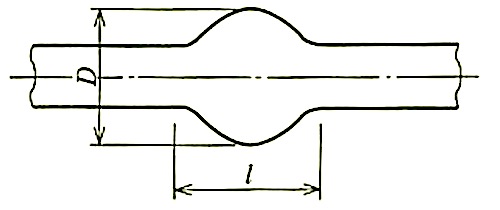
図1 – 圧接部のふくらみの直径及びふくらみの長さ
3) 圧接面のずれ( δ) は、鉄筋の径又は公称直径の1/4以下とする(図2参照)。

図2 – 圧接面のずれ
4) 圧接部における相互の鉄筋中心軸の偏心量 ( e ) は、鉄筋の径又は公称直径の1/5以下とする(図3参照)。
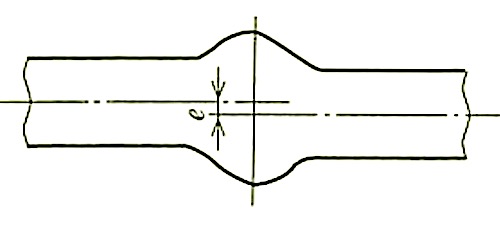
図3 – 偏心量
5) 目視によって明らかな圧接部の折れ曲がりがないものとする。
6) 目視によって圧接部に過熱による著しいたれ・割れ・溶けがないものとする。
b)(略)
7.2 引張試験の判定基準
すべての試験片の引張強さがJIS G 3112の規定に合格しなければならない。
7.3 曲げ試験の判定基準
いずれの試験片も圧接面に破断又は割れがあってはならない。
JIS Z 3120 : 2009
(iii) ロットの合否判定
ロットの合否判定は、抜き取った試験片の全数が母材のJIS規格引張強さ以上で、かつ、圧接面での破断がない場合を当該ロットの合格としている。母材のJIS規格引張強さ以上でも、圧接面で破断した場合に不合格としているのは、圧接面破断が生じる際の強度には、ばらつきが大きい場合もあり、3本の抜取試験では強度の推定が困難なためである。
母材のJIS規格引張強さ未満で圧接面破断した場合は、原因が母材鉄筋自身にあることも考えられるので、鉄筋母材の材料試験をしてみることが望ましい。
また、母材破断した場合でも、母材の規格引張強さ未満で破断した場合は不合格となる。その場合で、破断部位が圧接器の締付けボルトによる圧痕に起因していると考えられる場合には、締付けボルトを変更する必要がある。
圧接面で破断し不合格となった場合には、再試験を行うことができることとし、その場合の抜取り数は当該ロットの5%以上とし、すべての試験片について引張強さが母材のJIS規格値以上の場合を合格としている。
5.4.10 不合格となった圧接部の修正
不良圧接部の判定手順及び修正について、図5.4.10に示す。
(1) 外観試験で不合格となった圧接部の修正
(i) 圧接部のふくらみの直径とふくらみの長さがそれぞれ鉄筋径の1.4倍、1.1倍に満たない場合の修正は、鉄筋を切断せずに再加熱・加圧して、所定のふくらみの直径及びふくらみの長さとしてもよい。これは再加熱・加圧によって圧接部の品質を劣化させることなく形状を修正することができるためである。
(ii) 圧接面のずれが鉄筋径の1/4を超えた場合は、十分な接合強度が得られず圧接面破断となりやすい。この場合には、圧接部を切り取って再圧接する。
(iii) 圧接部における鉄筋中心軸の偏心量が鉄筋径の1/5を超えた場合には、圧接面に必要な加圧力が作用しなかった可能性があるので圧接部を切り取って再圧接する。
(iv) 圧接部に折れ曲りが生じている場合は、これによる強度低下は少ないが、鉄筋の軸方向の剛性が低下するので再加熱によって修正する。
(v) 圧接部のふくらみ量の差が鉄筋径の1/5を超える片ふくらみとなった場合は、部分的に十分な加圧力が作用しなかった可能性があるので圧接部を切り取って再圧接する。
(vi) 圧接部のふくらみがつば形となるのは、バーナーの揺動幅が狭く、幅焼き不足によって生じるもので、箸しいつば形の場合には圧接面の中心部まで適正な圧接温度に達していない可能性がある。
また、短時間の加熱で加圧すると圧接部表面にひび割れが生じやすい。著しいひび割れは鉄筋内部が適正温度に達していない可能性がある。
いずれの場合にも、圧接部を切り取って再圧接する。
(2) 抜取試験で不合格となったロットの処置
(i) 超音波探傷試験あるいは引張試験による抜取試験で不合格ロットが生じた場合には、直ちに圧接作業を中止し、欠陥の発生箇所、圧接面に発生している欠陥の種類等を調べて欠陥の発生原因を究明する。原因が明らかになれば、再発防止のための改善措置を検討し、施工計画書の修正等を行ったのち、作業を行う。
(ii) 不合格となったロットは、試験されていない残り全数に対して超音波探傷試験を行い、不良圧接部の選別を行う。
(iii) 超音波探傷試験の結果、不合格となった圧接箇所の処理は、圧接箇所を切り取って再圧接する。平成19年版「標仕」では不合格となった圧接箇所について、監督職員と協議したうえでの添え筋による補強を認めていた。しかし、添え筋 による補強は重ね継手によることと同じことであり、鉄筋径の制限があるとともに、鉄筋のあきを確保することや付着性能の確認が必要となる。こうした事項の確認は設計担当者が行うべきもので、現場で安易に採用すべきではないとの観点から、平成22年版「標仕」で添え筋による補強が削除された。ただし、圧接位置によっては再圧接が困難で、機械式継手等によって処理することが必要な場合もあり得るので、設計担当者により処理方法が特記されていることが望ましい。
(3) 圧接部を再加熱して修正する場合は、適正な形状となったかどうか外観試験を行って確認する必要がある。また、圧接部を切り取って再圧接する場合は、外観試験及び超音波探傷試験を行って再圧接した圧接部の品質を確認する必要がある。
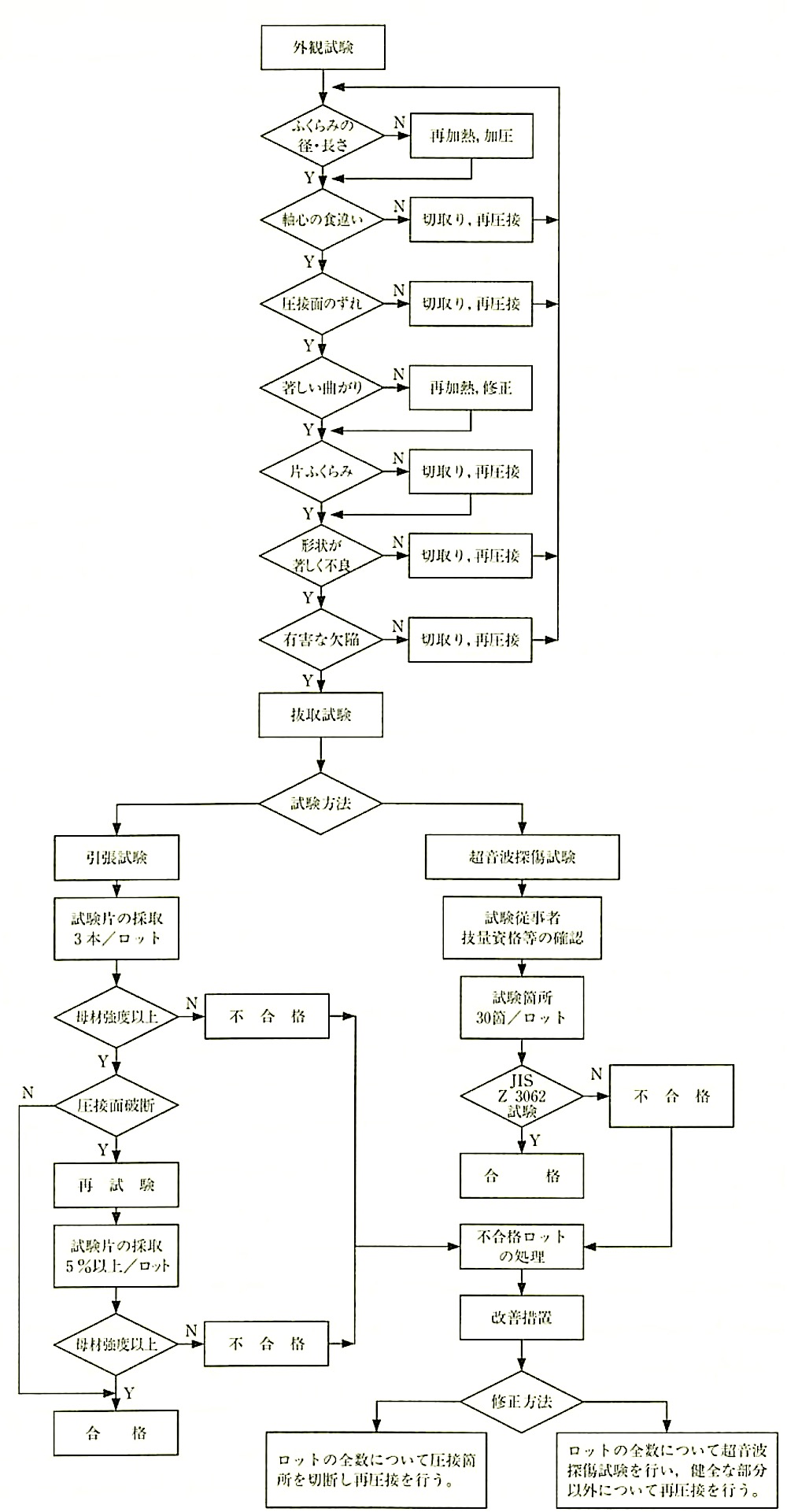
図5.4.10 不良圧接部の判定手順及び修正
5.4.11 「標仕」以外の圧接工法
圧接作業方法として、「標仕」に規定する方法以外に熱間押抜きガス圧接がある。この方法は、圧接直後に圧接部のふくらみを赤熱中にせん断刃で押し抜いて除去し、このせん断面の表面外観により圧接部の品質を判定できるとともに、仕上り形状を母材鉄筋に近づけることができる。
なお、熱間押抜きガス圧接はふくらみを除去する工法であるため、平成12年建設省告示第1463号で規定する構造方法に適合しない部分がある。このため(公社)日本鉄筋継手協会が、同協会の「鉄筋のガス圧接工事標準仕様書(2003年)」に基づき適切に施工された熱間押抜きガス圧接部材について実験により性能の確認を行った結果が「鉄筋のガス圧接継手性能評価に関する調査研究(2004年)」にまとめられているので参考にするとよい。
(1) 熱間押抜きガス圧接の特徴等
(i) 加熱・加圧等の圧接工程は、従来の方法と全く同じであり、せん断除去後のふくらみ部の径は、鉄筋径よりやや大きい寸法(鉄筋径の1.2倍程度)となる。
(ii) 不良圧接の場合、熱間押抜きに伴って圧接部に生じる鉄筋軸方向の引張応力によって接合面が開口し、割れや線状傷として現れることにより品質を判定できる(図5.4.11参照)。
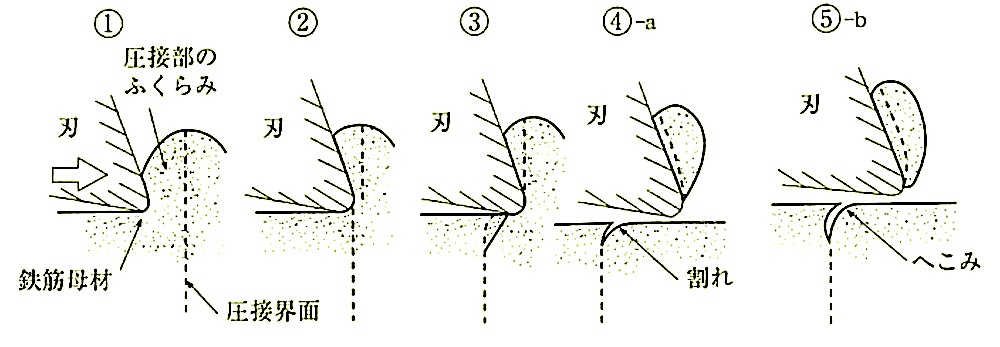
図5.4.11_押抜き法による表面傷の発生過程
(iii) ふくらみの押抜き直後に、圧接部表面に割れ、線状傷、へこみ等の欠陥が認められた場合には、再圧接のうえ再度押し抜くことができる。
(iv) 径の異なる鉄筋間の継手には適用できない。
(v) 押抜き作業には特別な技量を必要とするため、熱間押抜きガス圧接技量資格証明書を有する圧接技量資格者とする必要がある。
(2) 押抜き後の試験
押抜き後の試験は、全数外観試験を行う。
外観試験は、目視によって行い、必要に応じてノギス、スケール、鏡、その他適切な器具を用いる。また、外観試験の対象項目及び判定基準は、次のとおりである。
① ふくらみを押し抜いたのちの圧接面に対応する位置に割れ、線状傷、へこみがあってはならない。
② オーバーヒート等による表面不整があってはならない。
③ 圧接部のふくらみの長さℓは、鉄筋径の1.1倍以上でなければならない(図5.4.12 参照)。
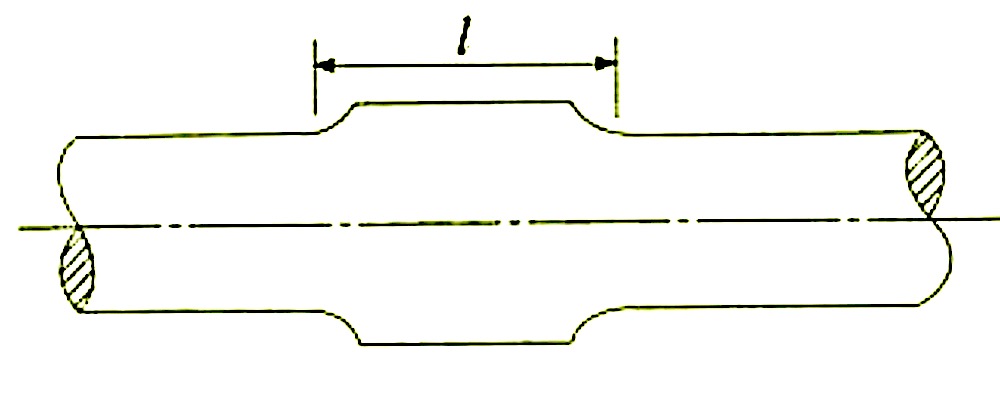
図5.4.12 圧接部のふくらみの長さ
④ 圧接部における鉄筋中心軸の偏心量 e は、鉄筋径の1/10以下でなければならない。(図5.4.13参照)
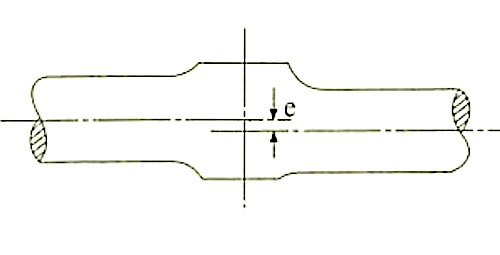
図5.4.13 偏心量
⑤ 目視により明らかな折れ曲りがあってはならない。
(3) 押抜き後の試験で不合格となった場合の処置
押抜き後の外観試験で不合格となった圧接部は,次に示す方法で処置する。
① 押抜き後の圧接面に対応する位置に割れ,線状傷,へこみ,オーバーヒート等による表面不整が認められた場合及びふくらみの長さが鉄筋径の1.1倍に満たない場合は、そのまま再加熱、再加圧、押抜きを行って修正し、外観検査を行う。
② 圧接部に著しい折れ曲がりを生じた場合は、再加熱して修正し、外観検査を行う。
③ 圧接部における鉄筋中心軸の偏心量が規定値を超えた場合は、圧接部を切り取って再圧接し、外観検査を行う。